Производитель:РОССИЯ
Широкоуниверсальный фрезерный станок СФ-676






Цена 2 790 000 р.
+7 (343) 289 1676
Назначение широкоуниверсального фрезерного станка СФ-676
Фрезерный станок CФ-676 – это универсальный станок, который применяют в инструментальных и ремонтных цехах на предприятиях машиностроения. В основном используется для мелкосерийного и индивидуального вида производства.
Широкоуниверсальный станок СФ-676 позволяет выполнять всевозможные фрезерные работы.
Помимо этого, он пригоден для разметочных, расточных, сверлильных и других подобных работ.
Есть в наличии фрезерный станок СФ-676Ф3-КМ4 с УЦИ и комплектом оснастки -
|
На нем можно обрабатывать детали самых сложных конфигураций с необычайной точностью,
благодаря тому, что на станке возможно использовать огромное разнообразие инструментов и
приспособлений.
| Модификации универсального фрезерного станка СФ676 | ||
| Станок СФ-676-40АТ5 |
модификация станка конус 7:24-40 | |
| Станок СФ-676-КМ4 |
модификация станка с инструментальным конусом КМ4 | |
| Станок СФ-676Ф2-40АТ5 |
модификация станка с УЦИ на 2 координаты с конусом 7:24-40 | |
| Станок СФ-676Ф2-КМ4 |
модификация станка с УЦИ на 2 координаты с инструментальным конусом КМ4 | |
| Станок СФ-676Ф3-40АТ5 |
модификация станка с УЦИ на 3 координаты с конусом 7:24-40 | |
| Станок СФ-676Ф3-КМ4 |
модификация станка с УЦИ на 3 координаты с инструментальным конусом КМ4 | |
Используя CФ676 вы максимально снижаете вспомогательное время, обрабатываете детали
экономично и эффективно. Все это благодаря техническим характеристикам аппарата, ряда
оборотов, подач и режимов резания.
Фрезерный широкоуниверсальный станок СФ676 предназначен для фрезерования деталей цилиндрическими, дисковыми и фасонными фрезами при помощи горизонтального шпинделя, и торцовыми, концевыми и шпоночными фрезами при помощи поворотного вертикального шпинделя.
На станке можно выполнять ряд фрезерных и расточных работ с высокой точностью, которая может быть достигнута, если станок установлен в помещении с постоянной температурой 20±2°С и влажностью 65±5%, если вблизи станка нет источников тепла и вибрации. На станке можно выполнять, также, сверление и рассверливание, долбление, центрование, цекование, зенкерование, развертывание, растачивание.
Наличие двух шпинделей горизонтального и поворотного вертикального, а также большого количества принадлежностей к станку, делает его широкоуниверсальным и удобным для работы в инструментальных цехах машиностроительных заводов при изготовлении приспособлений, инструмента, рельефных штампов и прочих изделий.
Широкий диапазон оборотов шпинделя и подач, наличие механических подач и быстрых перемещений обеспечивают экономичную обработку различных деталей в оптимальных режимах.
Станок применяется в единичном и мелкосерийном производстве в инструментальных и механических цехах машиностроительных предприятий.
Класс точности станка Н.
Преимущества фрезерного станка по металлу СФ676
- Литая массивная чугунная станина поглощает вибрации и позволяет сохранить качество обрабатываемых на станке деталей
- Возможно фрезерование как небольших деталей, так и деталей длиной до 800мм, шириной 250мм и более
- Использование станка в инструментальных и механических цехах с мелкосерийным и индивидуальным производством
- Реализована возможность производить долбежные операции (при приобретении за дополнительную плату долбежной головки)
- Удобное (интуитивно понятное), классическое управление станком
- Небольшие габариты станка позволяют разместить его практически в любом помещении, в том числе и гараже
- Широкий диапазон вращения горизонтального и вертикального шпинделей позволяет подобрать наиболее подходящие режимы резания
- Подача СОЖ осуществляется электронасосом. Производительность электрического насоса 22 л/мин
- Станок имеет дополнительную шпиндельную (вертикальную) головку, расположенную на выдвижном хоботе, которою можно поворачивать под углом ±90 градусов в двух взаимно перпендикулярных плоскостях.
Аналоги консольно-фрезерного станка СФ-676
- ФС-250, ФСМ-250/676М — Владимирский станкозавод «Техника» ВСЗ, г. Владимир
- ОММ64S, ОММ67S — «Микрон», г. Одесса
- ВМ130 — Воткинский машиностроительный завод, г. Воткинск
- ДФ-6725 — Дмитровский завод фрезерных станков, г. Дмитров
- ВЗ-371 — ВИЗАС, г. Витебск, Беларусь
- 676, 67К25ПМ, 67К25ПФ1, 67К25ПФ2-0 — Иркутский станкостроительный завод, г. Иркутск
- 6Т80 — Читинский станкостроительный завод, г. Чита
- 675П, 6725ПФ1, 67Е25ПФ1 — Ереванский завод фрезерных станков, г. Ереван, Армения
- 676П, 67К25ПР, 67К25ПФ1, 67К25ПФ2-0 — Вильнюсский станкостроительный завод «Комунарас» г. Вильнюс (сегодня Vingriai, АО Вингряй, Литва
- X8132 — Shandong Rooy Manufacture Co., Ltd., Китай
- JET UWF 401 DRO GELDMACHER — Китай
- JET JTM-1230W3 — Китай
- FPS 300M - Германия
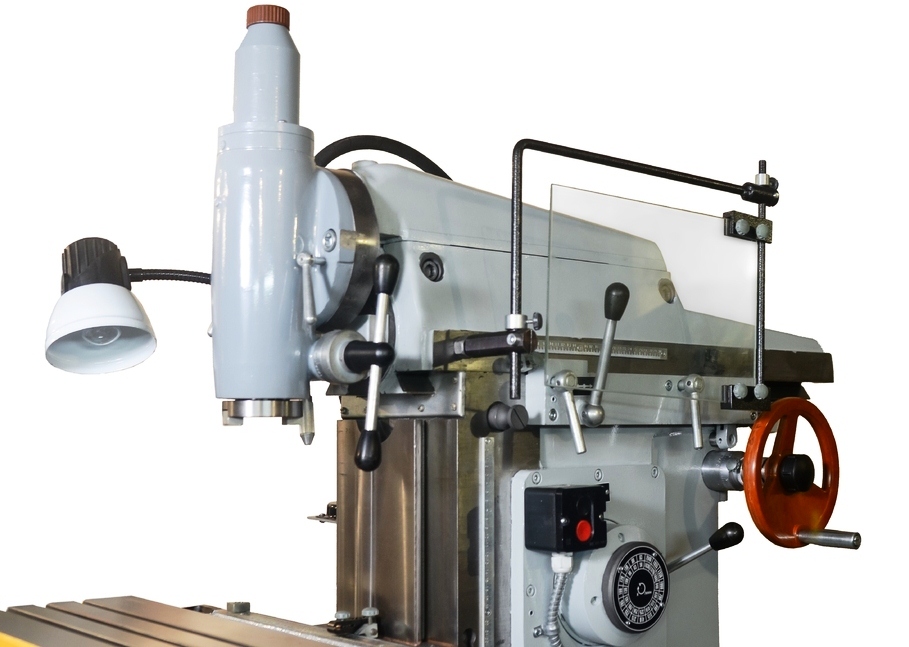
Описание конструкции станка СФ-676 и его принадлежностей
Универсальный фрезерный станок СФ 676 состоит из основных узлов (перечень ниже), органически определяющих его конструкцию, и ряда съемных узлов и принадлежностей, благодаря которым значительно расширяются его эксплуатационные возможности
На чугунном основании закреплена станина, на которой монтируется все основные узлы станка.
На боковой стороне станины установлены коробки скоростей и коробка подач.
В верхней части станины, по горизонтальным направляющим, перемещается бабка с горизонтальным шпинделем. К переднему торцу бабки, при надобности, крепят головку вертикального шпинделя.
По вертикальным направляющим станины перемещается суппорт, а по горизонтальным направляющим суппорта — стол.
К вертикальной (базовой) плоскости стола крепят угловой горизонтальный стол, который служит для установки и крепления обрабатываемых изделий.
Электродвигатель привода цепи главного движения и цепи подачи помещен в основании. Охлаждающая жидкость подается электронасосом, установленным на основании, которое одновременно используется как резервуар.
Электроаппаратура размещена под крышками в станине.
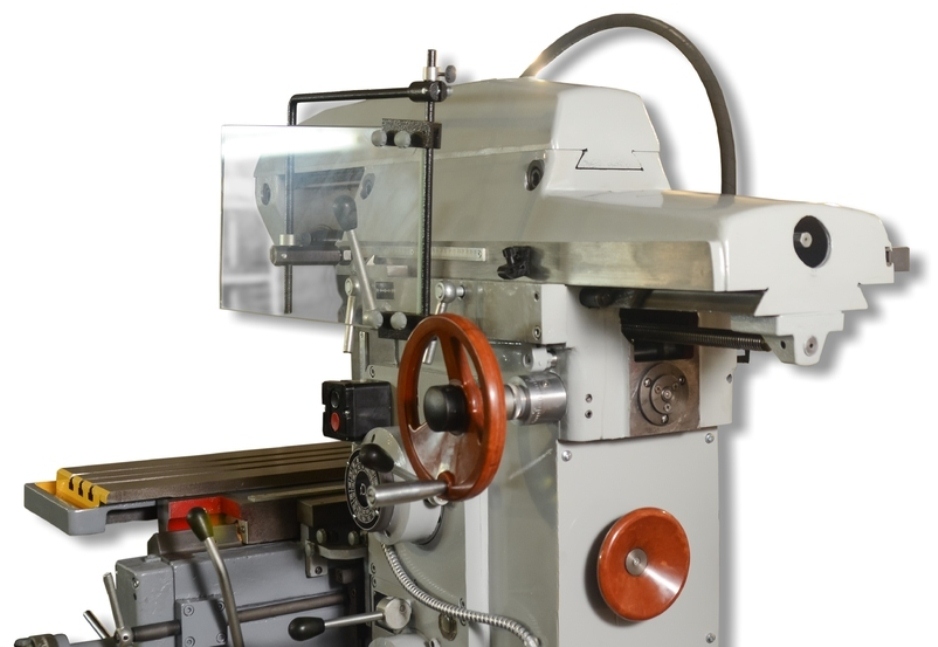
Расположение органов управления консольно-фрезерного станка СФ-676

- Выключатель электронасоса
- Выключатель сети
- Упоры отключения механической вертикальной подачи
- Маховик ручного перемещения стола в вертикальном направлении
- Маховик ручного перемещения стола в горизонтальном направлении
- Рукоятка ускоренного хода суппорта и шпиндельной бабки
- Рукоятка включения горизонтальной и вертикальной механической подачи стола
- Диск набора скоростей
- Рукоятка ручной подачи вертикального шпинделя
- Винты зажима хобота шпиндельной бабки и хобота вертикального шпинделя
- Квадрат зажима инструмента в горизонтальном шпинделе
- Рукоятка зажима трубки охлаждения
- Выключатель освещения
- Упоры отключения механической поперечной подачи
- Маховик ручного вращения шпинделя
- Кнопки управления «пуск» и «стоп»
- Рукоятки включения скоростей
- Рукоятка включения подач
- Диск набора подач
- Реверсирование двигателя
- Упоры отклонения механической продольной подачи
- Рукоятка зажима стола в горизонтальном направлении
- Рукоятка зажима гильзы вертикального шпинделя
- Рукоятка зажима суппорта в вертикальном направлении
- Маховик ручной подачи шпиндельной бабки
- Рукоятка зажима шпиндельной бабки
- Установка вертикальной головки в нулевое положение
- Рукоятка включения механической подачи шпиндельной бабки
- Упор величины перемещения вертикального шпинделя
- Квадрат зажима конуса инструмента в вертикальном шпинделе
Коробка скоростей шпинделя станка СФ-676
Коробка скоростей шестеренчатого типа собрана в специальный корпус, который крепят фланцем к боковой стороне станицы, сообщает горизонтальному и вертикальному шпинделям 16 различных скоростей путем селективного набора.
Изменение скоростей производится механизмом переключения, размещенным на передней стенке корпуса коробки, следующим образом: рукоятку переключения скоростей (4) нужно поднять вверх. При этом разводятся диски (6), имеющие ряд отверстий. При повороте диска набора скоростей (1) и связанных с ним дисков изменяется положение отверстий дисков относительно пальцев (7). Этим самым производится подготовка для переключения скоростей.
Движение рукоятки переключения вниз диски снова сводятся в первоначальное положение. При этом пальцы, перемещаясь, переводят при помощи рычагов переводные шестерни коробки скоростей.
При переключении возможны случаи совпадения торцов зубьев зацепляемых шестерен. При этом диски не сводятся. В этом случае необходимо провернуть маховиком вал 1 (см. рис. 6).
Во избежание поломки шестерен переключение скоростей под нагрузкой запрещается.
Коробка подач фрезерного станка СФ-676
Коробка подач сообщает суппорту и шпиндельной бабке 16 различных подач и ускоренные перемещения.
Валы коробки подач получают вращение от 1 вала коробки скоростей (см. рис. 6). Последний (ведомый) вал коробки передач связан с валиком, на котором размещены две звездочки (10, 11) (см. рис, 10), передающие движение механизмам суппорта и шпиндельной бабки.
Изменение подач производится таким же образом, как и изменение в коробке скоростей (см. описание механизма набора скоростей в узле «Коробка скоростей»).
При переключении подач необходимо следить за тем, чтобы крестовая рукоятка суппорта находилась в нейтральном положении.
Ускоренное перемещение осуществляется при нажатии рукоятки (7). При отпущенной рукоятке продолжается рабочая подача.
Для осуществления постоянного направления вращения шестерен коробки подач при реверсе коробки скоростей служит шестерня (9), автоматически сохраняющая направления вращения.
Для смазки шестерен коробки скоростей, коробки подач и шпиндельной бабки служит поршневой насос (5). Поршень (4) насоса приводится в возвратно — поступательное движение от эксцентрика шестерни (9). При возвратно-поступательном движении поршня насоса происходит всасывание масла из резервуара станины и его разбрызгивание. Создается масляный туман, который и смазывает все шестерни. Для наблюдения за работой насоса на фланце коробки подач установлен прозрачный глазок (6), в котором видно пульсирование масла.
Суппорт фрезерного станка СФ-676
Суппорт несет основной стол (9) станка с вертикальной рабочей плоскостью и перемещает его в вертикальном и горизонтальном направлениях.
Суппорт состоит из корпуса (5), имеющего вертикальные направляющие в виде «ласточкиного хвоста»
Перемещаясь по направляющим станины, суппорт осуществляет вертикальную подачу стола. Продольная подача производится движением стола по горизонтальным направляющим суппорта.
В корпусе суппорта расположен механизм управления подачей стола. Механизм управления приводится во вращение ходовым валом (4), получающим вращение от коробки подач, и передает вращение на вертикальный (3) и горизонтальный (12) ходовые винты.
Шпиндельная бабка фрезерного станка СФ676
Горизонтальный шпиндель (1) монтируется в специальный корпус (12), который перемещается по направляющим станины, осуществляя тем самым поперечную подачу станка.
Шпиндель получает вращение от коробки скоростей через промежуточную барабанную шестерню (18), (см. рис. 11), смонтированную в станине и шестерню (9), сидящую на шпинделе.
Верхние направляющие шпиндельной бабки предназначены для крепления вертикальной головки (рис. 15) и хобота (11). На хоботе крепится серьга (17) для поддержки оправок. Зажим вертикальной головки, хобота и серьги осуществляется сухарями при завинчивании винтов (10) (см. рис. 5) с внутренним шестигранником.
Передней опорой горизонтального шпинделя является двухрядный роликовый подшипник (4) с коническим отверстием. Осевые нагрузки воспринимаются упорными шарикоподшипниковыми (5). Средняя и задняя опоры горизонтального шпинделя — радиальные шарикоподшипники (8,10), служащие одновременно опорами шестерни (9).
Зажим инструмента в горизонтальном шпинделе производится шомполом (13).
Величина механического перемещения шпиндельной бабки устанавливается промежуточными упорами (16).
Перемещение шпиндельной бабки производится жестко связанным с ней винтом (14) и вращающейся гайкой (17) (см. рис. 10), укрепленной в станине.
Конструкция станка обеспечивает возможность точных перемещений бабки для координатно-расточных работ. Для этого на бабке установлен индикатородержатель (18), а к станине прикреплен плиткодержатель, на который устанавливают плиткопараллельные мерные плитки.
Головка вертикальная фрезерного станка СФ-676
Вертикальный шпиндель смонтирован в специальной головке с хоботом для крепления в верхних направляющих шпиндельной бабки. Головка при необходимости может быть повернута на планшайбе хобота (18) на ±90° от вертикали. Установка на нуль в вертикальное положение фиксируется двумя коническими штифтами с рукояткой. Зажим головки на планшайбе хобота производится болтами с внутренним шестигранником.
Вертикальный шпиндель (23) смонтирован в гильзе (5), которая при помощи реечного валика (24) перемещается в корпусе (6) вручную.
Зажим гильзы осуществляется рукояткой-звездочкой (25), имеющей для более надежного зажима шестигранник.
Вес шпинделя уравновешивается спиральной пластинчатой пружиной, один конец которой соединен с реечным валиком, другой — с корпусом вертикальной головки.
Конические шестерни головки имеют опоры из сдвоенных радиальных подшипников (10,17). Вращение хвостовику шпинделя от вертикальной конической шестерни (9) передается шлицами. Горизонтальная коническая шестерня (19) получает вращение через шлицы от горизонтального вала (20).
Нижняя опора вертикального шпинделя — двухрядный роликовый подшипник (3) с коническим отверстием.
Верхняя опора вертикального шпинделя — два радиально упорных подшипника (7), воспринимающих также осевые нагрузки.
Смазка вертикальной головки производится ежедневно с помощью шариковых пресс-масленок (8,11). Предохранением от утечки смазки и загрязнения служат лабиринтные уплотнения (1,13).
Стол угловой горизонтальный универсального станка СФ-676
Угловой горизонтальный стол представляет собой чугунную отливку и крепится к вертикальной поверхности основного стола болтами.
Горизонтальная плоскость стола имеет три Т- образных паза.
Тиски
Тиски прилагаются к станку для крепления деталей, имеют поворот 360 градусов в горизонтальной плоскости. Тиски могут устанавливаются как на вертикальной поверхности стола, так и на горизонтальной, а также на круглом столе.
Стол круглый
Стол поворотный круглый с ручным приводом предназначен для установки и закрепления деталей при их обработке. Стол может устанавливаться как на вертикальной поверхности основного стола, так и на горизонтальной поверхности стола.
Головка долбежная к станку СФ 676
Долбяк (3) долбежной головки смонтирован в специальном корпусе (5) с хоботом (9) для крепления в верхних направляющих шпиндельной бабки.
Хобот взаимозаменяем и служит для монтажа в вертикальном положении как вертикальной, так и долбежной головок
Предлагаем купить в Екатеринбурге новый универсальный фрезерный станок СФ676 по цене завода производителя.
Технические характеристики универсального фрезерного станка СФ-676
| Параметр | Значение |
| Расстояние от оси горизонтального шпинделя до рабочей поверхности углового горизонтального стола, мм: |
|
| наименьшее | 80 |
| наибольшее | 440 |
| Расстояние от торца вертикального шпинделя до рабочей поверхности углового горизонтального стола, мм |
|
| наименьшее | 0 |
| наибольшее | 350 |
| Расстояние от торца горизонтального шпинделя до оси вертикального шпинделя, мм |
115 |
| Наибольшее расстояние от торца горизонтального шпинделя до торца серьги, мм |
315 |
| Конус горизонтального и вертикального шпинделей | по запросу |
| Количество скоростей шпинделей: | |
| горизонтального | 16 |
| вертикального | 16 |
| Пределы частоты вращения шпинделей, об/мин. | |
| горизонтального | 50…1630 |
| вертикального | 63…2040 |
| Количество подач стола | |
| продольных | 16 |
| вертикальный | 16 |
| Пределы подач стола, мм/мин | |
| продольных | 13…395 |
| вертикальный | 13…395 |
| Ускоренный ход стола (продольный и вертикальный), мм/мин. | 935 |
| Количество подач шпиндельной бабки | 16 |
| Пределы подач шпиндельной бабки, мм/мин. | 13…395 |
| Ускоренный ход шпиндельной бабки, мм/мин. | 935 |
| Наибольший ход шпиндельной бабки, мм | 300 |
| Наибольшее осевое перемещение вертикального шпинделя, мм | 80 |
| Наибольший угол поворота вертикального шпинделя в вертикальной плоскости, град. |
±90 |
| Цена деления лимбов, мм | 0,05 |
| Цена деления линеек, мм | 1 |
| Габаритный размеры станка, мм | |
| длина | 1200 |
| ширина | 1240 |
| высота | 1780 |
| Масса станка СФ676, кг | 1050 |
| Основной вертикальный стол | |
| Рабочая поверхность стола, мм: | 630 |
| длина | 630 |
| ширина | 250 |
| Наибольший продольный ход стола, мм | 450 |
| Наибольший вертикальный ход стола, мм | 380 |
| Число Т-образных пазов | 2 |
| Ширина Т-образных пазов, мм | 14 |
| Расстояние между Т-образными пазами, мм | 80 |
| Масса, кг | 72 |
| Стол угловой горизонтальный | |
| Рабочая поверхность стола, мм | |
| длина | 800 |
| ширина | 250 |
| число Т-образных пазов | 3 |
| ширина Т-образных пазов, мм | |
| -центрального | 14 |
| -крайних | 14 |
| Расстояние между Т-образными пазами, мм | 50 |
| Масса, кг | 75 |
| Привод | |
| Ремень приводной клиновой | А-2000Т |
| количество | 3 |
| Цепь приводная роликовая нормальная | ПР-12,7-1820-1 |
| количество | 2 |
| количество звеньев у одной цепи | 78 |
| количество звеньев у одной цепи | 72 |
| соединительное звено | С-ПР-12,7-1820 |
| количество | 2 |
| Характеристика электрооборудования | |
| Род тока питающей цепи | переменный трёхфазный |
| Частота тока, Гц | 50 |
| Напряжение, В | 380 |
| Количество двигателей на станке | 2 |
| Напряжение силовой сети, В | 380 |
| Напряжение цепи управления, В | 380 |
| Напряжение цепи освещения, В | 24 |
| Двигатель привода | АИР 100С4У3 |
| исполнение | 1 М 1081 |
| мощность, кВт | 3 |
| частота вращения, об/мин. | 1500 |
| Электронасос | П-0,25.М.10 |
| мощность, кВт | 0,12 |
| производительность, л/мин. | 22 |
| частота вращения, об/мин. | 2800 |
| Суммарная мощность всех электродвигателей, кВт | 3,12 |
| Характеристика системы смазки станка | |
| Марка масла для смазки | индустриальное И-30 А |
| Тип насоса смазки шестерён | поршневой |
| Производительность насоса, см3/ход | 6-8 |
| Тип смазочной станции | поршневой |
| Количество точек в питателе | 8 |
Комплект поставки фрезерного станка СФ-676
|
Обозначение |
Наименование |
Кол. |
Примечание |
||||||
|
1 |
2 |
3 |
5 |
||||||
|
СФ 676.00.000. |
|||||||||
|
СФ676 |
Станок в сборе |
1 |
Конус шпинделей ВШГ/ШБ КМ4 |
||||||
|
Запасные части |
|||||||||
|
751030 |
Сухарь переводной |
4 |
Приложено отдельным местом в общей упаковке |
||||||
|
753035 |
Сухарь |
2 |
|||||||
|
757038 |
Сухарь |
1 |
|||||||
|
Инструмент |
|||||||||
|
Ключи ГОСТ 2839 |
Приложено отдельным местом в общей упаковке Приложено отдельным местом в общей упаковке |
||||||||
|
7811-0022 НС 1 |
14×17 |
1 |
|||||||
|
7811-0024 НС 1 |
19×22 |
1 |
|||||||
|
7811-0025 НС 1 |
22×24 |
1 |
|||||||
|
7811-0041 НС1 |
27×30 |
1 |
|||||||
|
7811-0043 НС 1 |
32×36 |
1 |
|||||||
|
Ключи ГОСТ Р50123 |
|||||||||
|
7812-0375 |
6 |
1 |
|||||||
|
7812-0376 |
8 |
1 |
|||||||
|
7812-0379 |
14 |
1 |
|||||||
|
Ключи ГОСТ 16984 |
|||||||||
|
7811-0318 1 |
55×60 |
1 |
|||||||
|
Отвёртки ГОСТ17199 |
|||||||||
|
7810-0308 ЗВ1 |
0,6x4x155 |
1 |
|||||||
|
7810-0928 ЗВ1 |
1×6,5×190 |
1 |
|||||||
|
Принадлежности |
|||||||||
|
764К001 |
Головка вертикальная |
1 |
Установленана станке |
||||||
|
676.60.001 |
Щиток |
1 |
То же |
||||||
|
7681К001 |
Стол угловой |
1 |
То же |
||||||
|
766К012 |
Горизонтальный хобот |
1 |
(Поставляется за отдельную плату) |
||||||
|
766К013 |
Серьга |
1 |
|||||||
|
ISO40A-27-315 |
Оправка ф. 27с наборными кольцами и втулкой |
1 |
|||||||
|
676.83.000 |
Рукоятка |
1 |
|||||||
|
б/о |
Шомпол головки |
1 |
|||||||
|
б/о |
Шомпол бабки |
1 |
|||||||
|
ИЧ-10 кл.1 |
Индикатор часового типа |
1 |
|||||||
|
б/о |
Набор прижимных приспособлений (50 или 58 наим.) |
1 |
|||||||
|
NT40/ER32 (ER40) |
Цанговый патрон с набором цанг ER32 или ER40 (6шт.) |
1 |
|||||||
|
б/о |
Система охлаждения |
1 |
Установлена на станке |
||||||
|
Техническая документация |
|||||||||
|
СФ676.00.000РЭ |
Станок фрезерный РЭ. Чертежи. |
1 |
Приложено отдельным местом в общей упаковке |
||||||
|
б/о |
Акт приемки. |
1 |
|||||||
За отдельную плату (по требованию Заказчика) станок СФ676 комплектуется дополнительной оснасткой (столы поворотные, тисы, патроны фрезерные, головки расточные и т.д.)
Оплата, доставка станка СФ-676 в Екатеринбурге и гарантийные обязательства
Цена в Екатеринбурге на консольно-фрезерный станок СФ676 указана на нашем сайте с НДС для стандартного комплекта поставки.
Купить станок СФ-676 в Екатеринбурге несложно - достаточно позвонить на указанные ниже телефоныв вашем городе.
Продажа универсального фрезерного станка модели СФ-676 производится нашей компанией при 100% предоплате при наличии оборудования на складе и 50% предоплате при запуске станка в производство и оплате оставшихся 50% после сообщения о его готовности к отгрузке. Возможно другое процентное соотношение и другой порядок оплаты, согласованный со специалистом отдела продаж нашего предприятия.
Доставка грузов весом менее 1 тонны производится транспортными компаниями ООО "Деловые Линии", ООО "ПЭК", "Байкал-Сервис", ООО "Желдорэкспедиция", и др.
Доставка грузов весом более 1 тонны производится автотранспортом Покупателя или Поставщика, а также ж/д транспортом.
Транспортные расходы по доставке груза оплачивает Покупатель, если иное не указывается в Договоре поставки.
Гарантия на новый универсальный фрезерный станок СФ-676 - 12 мес.
Предприятие-производитель оставляет за собой право на изменение стандартной комплектации и места производства оборудования без уведомления!
Обращаем Ваше внимание на то, что цены на нашем сайте не являются публичной офертой, а точную стоимость оборудования спрашивайте у специалистов отдела продаж!
Екатеринбург

Если Вам необходимо купить Широкоуниверсальный фрезерный станок СФ-676 в Екатеринбурге и городах Свердловской области — Алапаевске, Арамиле, Артёмовском, Асбесте, Берёзовском, Богдановиче, Верхнем Тагиле, Верхней Пышме, Верхней Салде, Верхней Туре, Верхотурье, Волчанске, Дегтярске, Заречном, Ивдель, Ирбите, Каменск-Уральском, Камышлове, Карпинске, Качканаре, Кировграде, Краснотурьинске, Красноуральске, Красноуфимске, Кушве, Лесном, Михайловске, Невьянске, Нижних Сергах, Нижнем Тагиле, Нижней Салде, Нижней Туре, Новой Ляле, Новоуральске, Первоуральске, Полевском, Ревде, Реже, Североуральске, Серове, Среднеуральске, Сухом Логе, Сысерть, Тавде, Талице, Туринске
Звоните по телефонам:
Екатеринбург +7 (343) 289-16-76
в других городах +7 (800) 775-16-64
Адреса складов получения товара
620138, г. Екатеринбург, ул. Чистопольская, д. 6














Вопрос: Чем универсальные фрезерные станки отличаются от широкоуниверсальных
Ответ: Считается, что к широкоуниверсальным фрезерным станкам относится оборудование, имеющее и вертикальный и горизонтальный шпиндель. Универсальные же станки имеют один шпиндель...
Подробнее
Вопрос: Что такое УДГ?
Ответ:
УДГ расшифровывается как Универсальная Делительная Головка. Применяется на фрезерных станках для поворота (деления) заготовки на равные или неравные углы при фрезеровании многогранников...
Подробнее
Вопрос: Что такое ГАП у токарных станков?
Ответ:
ГАП - это выемка в направляющих станины в районе шпинделя токарного станка. Дает возможность обрабатывать детали типа фланец и диск большего диаметра, чем позволяет стандартная конструкция .....
Подробнее